Охлаждане на батерията и плоча за водно охлаждане на батерията
Със задълбоченото популяризиране на националното термично управление на нови енергийни превозни средства, индустрията на новите енергийни превозни средства привлича все повече и повече внимание. Като сърце на новите енергийни превозни средства, безопасността, животът, пробегът и производителността на захранващите батерии също се превърнаха във фокуса на вниманието на повечето потребители. За да се подобри производителността на батериите, да се удължи живота на изчислението на CFD, да се увеличи обхватът на шофиране на превозните средства и да се предотвратят инциденти с безопасността на захранващите батерии, работната температура на батерията се превърна в един от ключовите фактори.

Сред всички решения за охлаждане на батерии, течното охлаждане се е превърнало в основния метод за охлаждане, който превъзхожда въздушното охлаждане и охлаждането с фазова промяна поради големия си специфичен топлинен капацитет и високия коефициент на топлопреминаване. Топлината, генерирана от захранващата батерия по време на работа, се прехвърля чрез контакта между електронните компоненти и повърхността на алуминиевото устройство с форма на плоча и в крайна сметка се отвежда от охлаждащата течност в канала за поток вътре в плочата на устройството. Това алуминиево устройство с форма на плоча е плочата за водно охлаждане.
Дизайнът и оформлението на плочата за водно охлаждане също са разнообразни, главно определени от типа на батерията и цялостното оформление на акумулаторната система. В допълнение, за да се осигури еднородност на температурата на батерията с голяма мощност, цялата система за управление на топлината основно приема многопаралелен дизайн на разклонения. Колкото по-дълъг е охлаждащият канал, толкова по-трудно е да се контролира равномерността на температурата.
Процесни промени на плочата за водно охлаждане на батерията
Електрическите превозни средства се развиха от ранното преобразуване на обикновеното масло в електричество до оптимизирането на решенията PACK за батерии съгласно изискването за намаляване на разходите, а процесът на водно охлаждане на плочата също претърпя промени.
1. Продукт от първо поколение - екструдирана алуминиева водоохладителна плоча
Материалът на профилната водоохлаждаща плоча е 6 серия алуминиев профил с дебелина около 2 мм. Няма нужда да използвате дизайн на окачване. VDA модулите са директно подредени отгоре, с 3-4 модула, поставени върху всеки блок. Каналът за воден поток може също да бъде интегриран в дъното на кутията. Всички модули са подредени върху плочата за водно охлаждане и силата е очевидна.
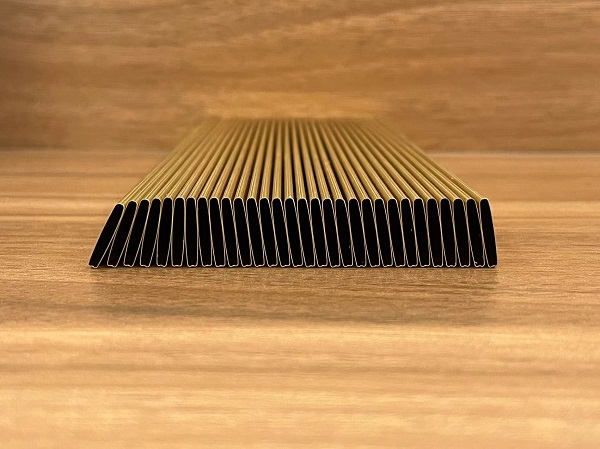
2. Ефективността на продукта от второ поколение - производителността на малката дъска за щамповане и платката за водно охлаждане на тръбата за пиано ще повлияе на производителността на захранващата батерия, което пряко влияе върху живота на батерията на електрическите превозни средства. Няколко плочи от алуминиева вода и студени дъски са повече от десет или двадесет килограма течност, ограничена до играта на батерията, така че те се въвеждат директно в студения дворец. Сцената. Всъщност процесът на заваряване се използва широко в автомобилната индустрия. Използват се предният радиатор, кондензатор и пластинчат топлообменник на автомобила. Като цяло алуминият от серия 3 се боядисва върху заварената позиция и след това се заварява при прекалено висока температура (около 600 °C) в заваръчната пещ, така че работният процес е относително прост. Използвайте същия процес, но приложението е различно. Дъската за щамповане трябва първо да щампова част от дизайна. Дълбочината на плъзгача обикновено е 2-3,5 mm. Заварени с друга таблетка с друга таблетка. Напречното сечение на канала за потока на тръбата на хармоника е подобно на формата на тръба на хармоника, като колекторите в двата края действат като сливания, така че вътрешната посока на потока може да бъде само права и не може да бъде проектирана произволно като щампована плоча и има определени ограничения.
3. Продукти от трето поколение - интеграция на плоча за течно охлаждане и интеграция
Тъй като енергийната плътност на една клетка на батерията достигне определено тясно място, енергийната плътност на целия пакет може да се увеличи само чрез увеличаване на скоростта на групиране на PACK. За да се натъпчат повече батерии в батерията, модулът става все по-голям и дори концепцията на модула се отменя и батериите се натрупват директно върху кутията, която е CTP. В същото време плочата за водно охлаждане на батерията също се развива в посока на голяма платка, или интегрирана в кутията или модула, или направена в голяма щампована плоча, плоска на дъното на кутията или покриваща горната част на батерията клетка.
Сред трите вида, функционалната сложност на плочата за течно охлаждане с щампована плоча ще бъде по-висока, тъй като изискванията за щамповане и заваряване са много взискателни. В същото време, без значение какъв процес на производство на плочи за водно охлаждане на батерията се използва, заваряването е много важен процес. В днешно време технологията за заваряване на плочи за водно охлаждане се разделя главно на три категории: дифузионно свързване под напрежение, вакуумно спояване и заваряване чрез триене с разбъркване. Плочите за вакуумно спояване с течност за охлаждане имат характеристиките на гъвкава конструкция и висока ефективност на заваряване, така че се използват широко в областта на електрическите превозни средства.
Понастоящем, с постепенното разнообразяване на структурата на плочите за течно охлаждане, изискванията за заваръчните процеси стават все по-високи и заваряването също се развива в следните 6 посоки: 1) Подобряване на енергийната ефективност на заваряване, увеличаване на производителността на заваряване и намаляване на заваряването разходи; 2) Подобряване на нивото на механизация и автоматизация на подготвителния цех и подобряване на стабилността на качеството на заваряване; 3) Автоматизиране на процеса на заваряване, подобряване на производствената среда за заваряване и решаване на тежките условия на труд; 4) Развитието на нововъзникващите индустрии продължава да насърчава напредъка на заваръчната технология; 5) Изследванията и развитието на източници на топлина не могат да бъдат пренебрегнати; 6) Енергоспестяващата технология е обща грижа. В обобщение, това също поставя по-високи изисквания към научноизследователската и развойна дейност и производството на заваръчно оборудване.